

ERG Yurcent regenerative thermal oxidisers and VOC concentrators
ERG Yurcent combines ERG’s 47+ years of air pollution control engineering with Yurcent’s third‑generation rotary valve regenerative thermal oxidiser (RTO) technology to deliver ultra‑high VOC destruction efficiency and energy recovery for industrial operators in the UK, Ireland, Europe and the Middle East.
Together, ERG and Yurcent provide fully engineered VOC abatement systems based on rotary RTOs and zeolite rotary concentrators, helping sites meet stringent emission limits, cut fuel consumption and support decarbonisation and ESG goals.

Why ERG Yurcent?
ERG Yurcent brings together ERG’s four decades of industrial gas cleaning expertise with Yurcent’s third‑generation rotary RTO and concentrator technology, under an exclusive partnership for the UK, Ireland, Europe and the Middle East. This gives operators direct access to proven rotary RTO and VOC concentration systems, supported by local process, mechanical and electrical engineering.
Projects are approached from a process‑led engineering standpoint, ensuring systems are correctly sized, robustly designed and aligned with real operating conditions and VOC profiles. Support spans the full lifecycle, from initial concept, design and equipment supply through installation, commissioning, optimisation and long‑term maintenance.
Built on standardised, high‑performance RTO and rotary concentrator platforms, each system can be tailored to specific flowrates, VOC compositions and regulatory requirements. The result is reliable compliance with stringent VOC and HAP limits, combined with high thermal efficiency, reduced fuel consumption and meaningful progress towards site‑wide decarbonisation targets.
Together, ERG and Yurcent:
- Deliver turnkey VOC abatement systems – from capture to stack.
- Provide project design, engineering, installation and commissioning.
- Offer long‑term maintenance, optimisation and spare parts support.
- Help operators meet tightening emission limits while reducing lifecycle cost and energy use.
Key headline metrics include:
- Up to 99.5% VOC destruction efficiency and up to 97% heat recovery (configuration‑dependent).
- Over 1,000 RTO systems installed worldwide.

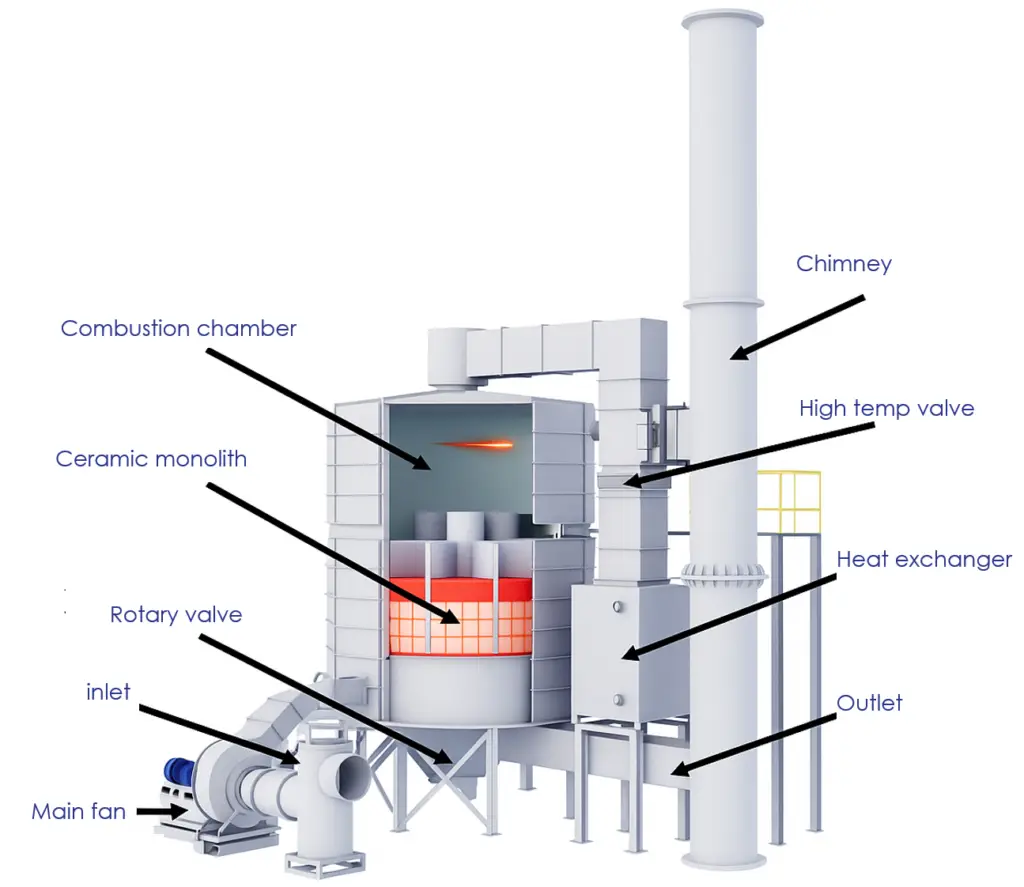
Third-Generation Rotary Valve RTO Technology
Yurcent’s third‑generation rotary valve RTO provides a compact, high‑efficiency solution for treating VOC‑laden exhaust gas streams with excellent thermal efficiency and stable operation.
Key benefits:
- Ultra‑high VOC destruction efficiency – up to 99.5% across a wide range of organic compounds.
- Exceptional heat recovery – thermal efficiency up to around 97%, significantly reducing auxiliary fuel consumption and operating cost.
- Rotary valve design – a continuously rotating valve distributes flow through 8–12 regenerative chambers, simplifying the flow path and providing stable bed temperatures, low pressure drop and a compact footprint.
- Robust, standardised construction – rotary RTO systems are built in a modern, high‑capacity manufacturing facility using batch production methods, strict QA and ISO‑certified quality management.
- Digital safety and control – advanced control systems monitor LEL, pressure, temperature and flows to keep operation safe, efficient and fully traceable for compliance reporting.
Integrated VOC solutions – RTO + Zeolite Rotor + Capture
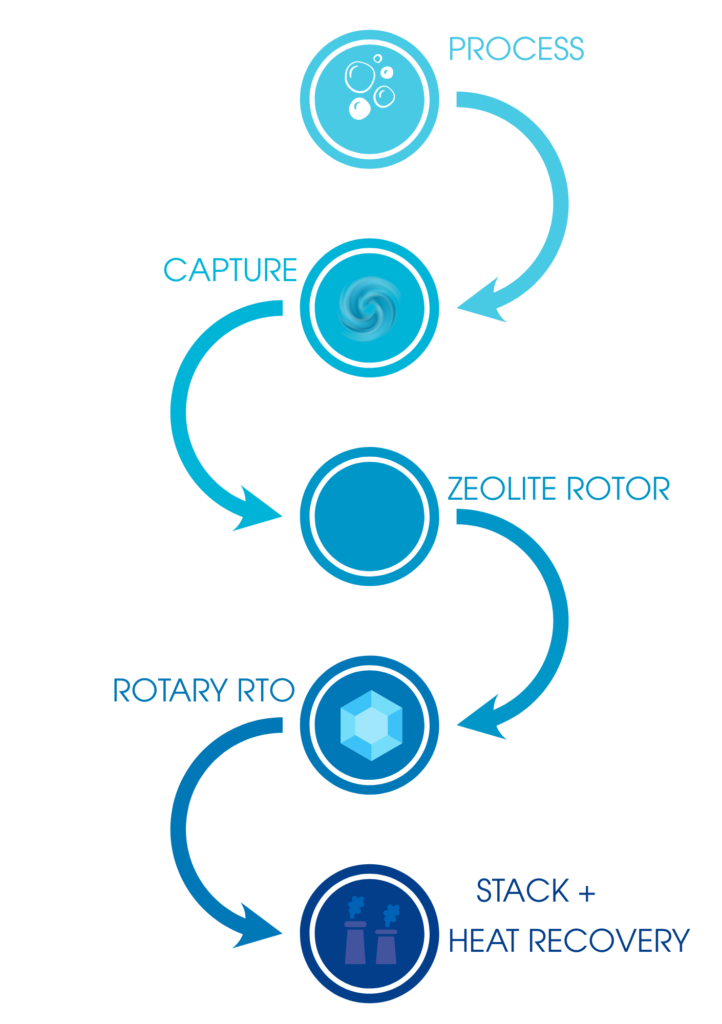
For large‑volume, low‑concentration VOC exhaust streams, ERG Yurcent provides fully engineered systems that combine capture, concentration and destruction into a single integrated solution.
(Image to be retained here)
These systems typically combine:
- Rotary RTOs – for final destruction of concentrated VOCs.
- Zeolite molecular sieve rotors – to concentrate dilute VOC streams by typically 10–20×, reducing total air volume and enabling smaller RTO packages.
- Air reduction and optimisation systems – to lower total exhaust volume while increasing VOC concentration safely, within agreed LEL margins.
- Capture systems – for both local equipment extraction and fugitive emissions, including oven exhausts, ducting, hoods and unorganised extraction from workshops and production areas.
This integrated approach:
- Cuts CAPEX and OPEX by optimising airflows and matching RTO size to the concentrated VOC load.
- Improves energy efficiency with options for steam, hot water, thermal oil or hot air heat recovery.
- Ensures stable negative pressure and safe VOC concentrations through advanced sensing, burner management and interlocks.
Rotary Concentrators for VOC adsorption & concentration
High‑efficiency concentration for low‑VOC exhaust streams
The Yurcent rotary concentrator is designed to treat large‑volume, low‑concentration VOC exhaust gas by adsorbing VOCs onto a rotating molecular sieve and concentrating them into a much smaller, higher‑strength stream for final destruction in a downstream RTO.
How the rotary concentrator works:
The concentrator wheel rotates continuously through three dedicated zones:
- Adsorption zone – low‑concentration exhaust gas passes through the adsorption section, where VOCs are captured by the molecular sieve media and cleaned air is discharged directly to atmosphere.
- Desorption (regeneration) zone – once the media becomes saturated, it enters the desorption zone and is regenerated using a small flow of hot air (typically 180–220 °C); the captured VOCs are released into a reduced air stream, creating a high‑concentration exhaust.
- Cooling zone – the media then passes through a cooling zone before returning to the adsorption zone, allowing continuous operation with stable performance.
This continuous rotation enables steady VOC removal, regeneration and reuse of the adsorption media without interruption.


Performance & key benefits
- VOC concentration ratio typically in the range 10–20×.
- Overall purification efficiency around 95–98%.
- Single‑unit airflow capacity approximately 1,000–200,000 m³/h.
- Continuous, stable operation with low pressure drop.
- Reduced RTO size and fuel demand due to the much lower treated airflow.
By concentrating dilute VOC streams, the rotary concentrator significantly reduces the size and energy consumption of the downstream RTO system.
Integration with rotary RTO systems
The concentrated VOC stream produced by the rotary concentrator is ideally suited for treatment in a Yurcent rotary valve RTO, forming a highly efficient combined solution:
Low‑concentration exhaust → Rotary Concentrator → High‑concentration VOC stream → Rotary RTO
This integrated approach delivers:
- Lower CAPEX through smaller RTO sizing.
- Reduced OPEX via improved thermal efficiency and better heat recovery.
- Improved overall system controllability and safety through coordinated control of capture, concentration and oxidation stages.
Industries & applications
Yurcent rotary concentrators and RTO systems are suitable for a wide range of low‑ to medium‑concentration VOC applications, including:
- Flexible packaging and printing.
- Coating lines and surface finishing.
- Fine and speciality chemicals.
- Pharmaceuticals and API manufacture.
- Petrochemicals and polymers.
- Automotive components and metal finishing.
- Electronics and semiconductor processes.
Typical VOC challenges include solvent‑based inks and coatings, hydrocarbons and oxygenated VOCs, and halogenated compounds requiring high destruction efficiency and robust materials of construction. Depending on the industry, VOC composition and operating conditions, Yurcent selects appropriate adsorption media and designs the concentration ratio, RTO configuration and system parameters to ensure reliable compliance with emission limits.
Across multiple industrial references, Yurcent rotary concentrator systems have consistently achieved stable, compliant exhaust emissions and strong operator feedback.
Proven projects & performance
Yurcent has delivered large, fully integrated VOC treatment systems for major packaging and printing operations, combining air reduction and concentration systems across multiple printing presses with high‑capacity zeolite rotors treating over 100,000 m³/h of fugitive exhaust.
Organised exhaust streams of up to around 200,000 m³/h are treated using multiple rotary RTOs operating in parallel, with waste heat recovered as steam to supply several tonnes per hour back into the production process.
In operation, these systems consistently achieve total hydrocarbon emissions below 30 mg/m³, meeting stringent Class A limits. Significant reductions in purchased steam and fuel consumption are realised through effective heat recovery from the RTO system, improving overall plant energy efficiency.
Performance and reliability are supported by centralised supervisory control, with upper‑level computer systems and mobile app monitoring providing real‑time visibility and remote oversight of all rotary concentrator and RTO units.

